本网站使用COOKIE来提高服务水平和保护用户。 


技术信息
- ONLINE PR
- PRODUCTS

一般资料室
HOME > 技术信息 > 一般资料室
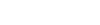
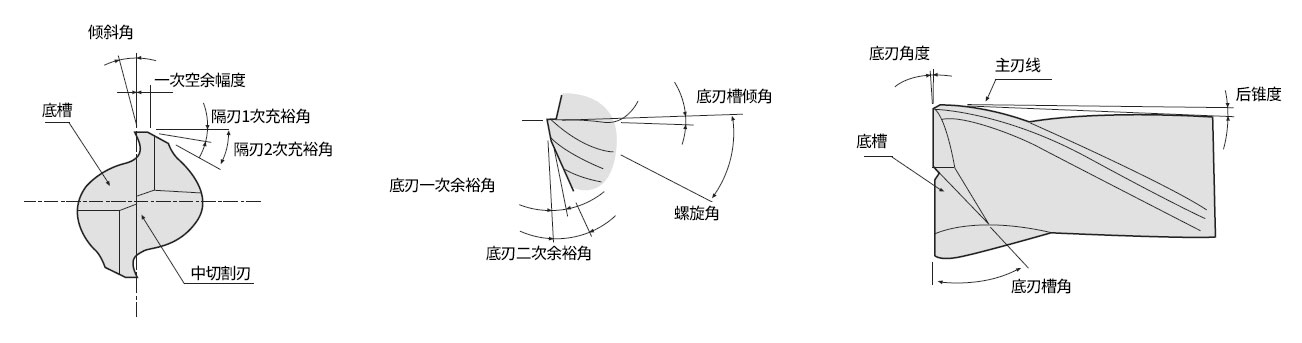
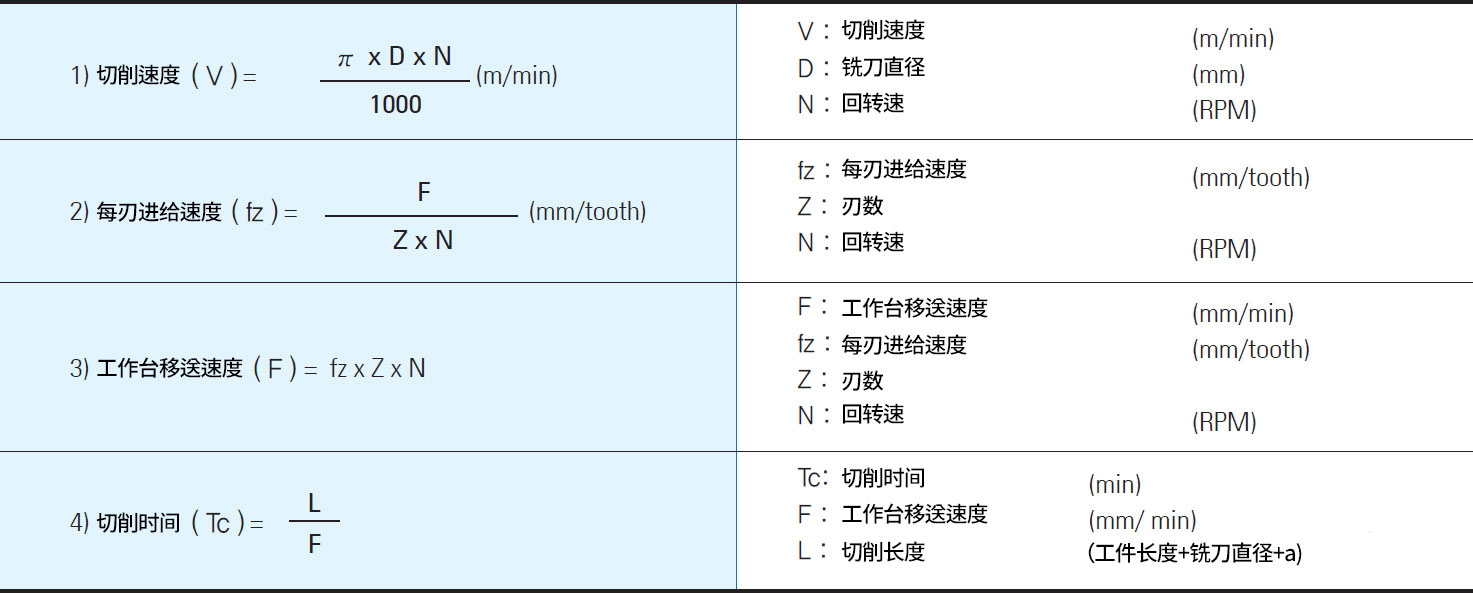
立铣刀因素
立铣刀因素
切削条件换算方法
切削条件换算方法
立铣刀再磨
立铣刀再磨
再磨时期
| 适用范围 | 立铣刀直径 | 磨损量 |
|---|---|---|
| 精削加工 | ~ ø10 ø 11 ~ ø30 ø 31 ~ ø50 |
0.05 ~ 0.1 0.1 ~ 0.25 0.2 ~ 0.35 |
| 粗加工 | ~ ø10 ø 11 ~ ø30 ø 31 ~ ø50 |
0.08 ~ 0.15 0.15 ~ 0.35 0.3 ~ 0.45 |
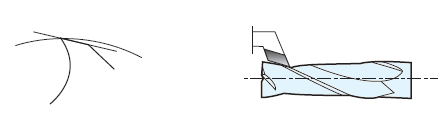
再削法
- (1) CONCAVE型
- ·要求精密的外径公差时
ㆍ切削性良好
ㆍ侧刃2次充裕角
- (2) CONCAVE型
- ·切削性良好
ㆍ侧刃需2次充裕角
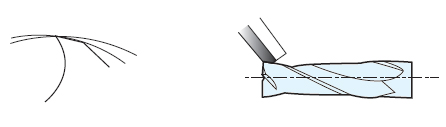
- (3) 重音型
- ㆍ保持直径良好
工作物表面结构优秀
ㆍ侧刃2次剩余角不必要钝化
钝化
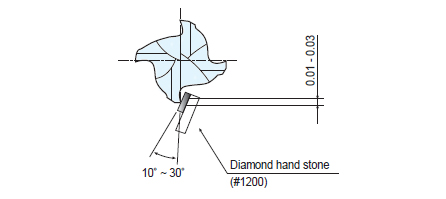
- 钝化
- 1) 模具钢或高硬度皮削材料加工时推荐使用。
2) 无缝加工时请切入0.01mm以下,加工约10~30秒后以正常速度进入。
端机使用上的问题和对策
端机使用上的问题和对策
| 问题及现象 | 因由 | 对策 |
|---|---|---|
| 切损 |
|
|
| 发生磨损和燃烧 |
|
|
| 切削中振动 |
|
|
| 刀刃的缺陷 |
|
|
| 切削性差 |
|
|
| 芯片排放不良 |
|
|
| 表面发生Burr |
|
|
| 加工尺寸不良 |
|
|
| 熔着 |
|
|