本网站使用COOKIE来提高服务水平和保护用户。 


技术信息
- ONLINE PR
- PRODUCTS

一般资料室
HOME > 技术信息 > 一般资料室
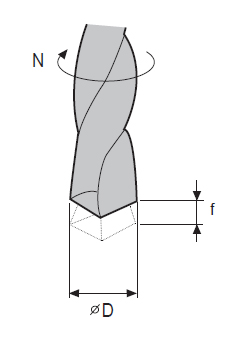
Nomenclature of Drill

加工计算式
工作主角
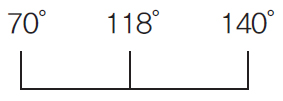
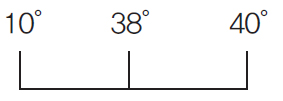
| 积分角度 | 扭曲角度 | 刃端部减压角 | |
|---|---|---|---|
小 → 推力 → 大 |
好 → 芯片排放 → 不好 大 → 工具的刚性 → 小 |
小 → 振动 → 大 |
 |
| 积分角度 | 扭曲角度 | 刃端部减压角 | |
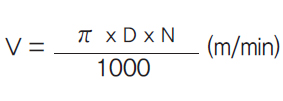
• D : 钻头直径 • N : 刃书 • π : (3.14) (m/min) (mm) (rpm) |
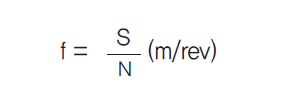
• S : 每分切口深度 • N : 刃书 (mm/rev) (mm/min) (rpm) |
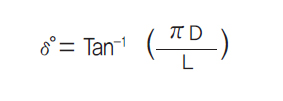
• D : 钻头直径 • L : 刃长 • π : (3.14) (mm) (mm) |
钻头使用上的问题和对策
钻头使用上的问题和对策
| 问题及现象 | 因由 | 对策 |
|---|---|---|
| 钻头不进入剥削材料 | 没有足够的Lip Relief Web厚。 |
把Lip Relief适当地重新删减。 把Web变细。 |
| Margin 部位的铲平 | ZIG BUSHING 大 | 使用与钻头尺寸相匹配的套筒 |
| 切削齿的均衡 | 钻机作业时过热。 | 减小转运速度, 供应充足的切削油 |
| 切削刀片 | 绰绰有余 转运速度大。 |
调整Lip Relief。 降低转运速度。 |
| TANG的损坏 | 锥柄和灯头之间不完整的接合. | 拔除插头上的异物和磨损时更换新的。 |
| 黄铜作业时钻头的破损 | 钻头形态的不适当选择导致芯片堵塞。 | 选取材质合适的钻头。 |
| 钻心裂缝 | 刀刃太小。 过重移送 |
以恰当的空余角度再删减。 降低转运速度。 |
| 孔的尺寸变大 | 锋芒不对,锋芒长短 轴心松。 |
选择优质钻头。 把主轴收紧。 |
| 外包角的破损 | 切削速度过快, 对皮削材料坚硬的异物钻头端, 切削油供应不足的钻头磨损 |
磨炼出适合剥削材料的线段。 降低转运速度。 早期再删。 |
| 芯片大小不等 | 刀刃磨得不当, 或只在单刃上切割。 |
需要正确的再删节。 需要选择优质的钻头。 |
| 漏洞百出 | 刃尖磨得迟钝或不合适。 钻头端,无法供应切削油。 过大的移送 固定件不牢靠。 |
再删节末端。 择合适的切削油供应充足。 降低转运速度。 把固定球固定得牢固。 |